English
English كيف يمكن لخط إنتاج حبوب الشوكولاتة الأوتوماتيكي تحقيق إنتاج فعال ودقيق على نطاق واسع؟
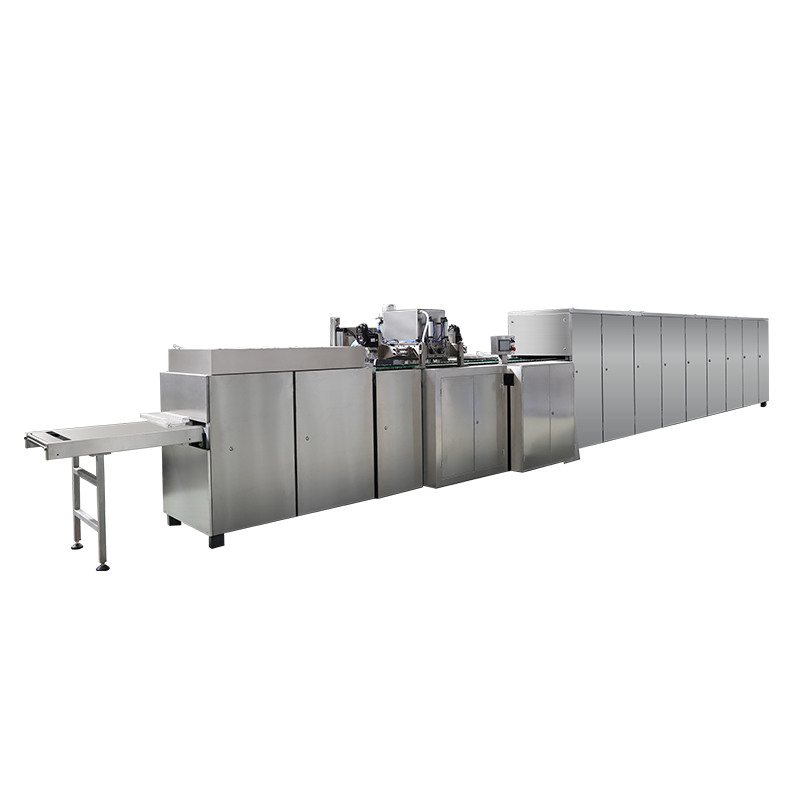
مع استمرار توسع سوق الشوكولاتة العالمية، خط إنتاج حبوب الشوكولاتة الأوتوماتيكي لقد أصبح المفتاح لتحقيق إنتاج فعال ودقيق على نطاق واسع. بدءًا من دخول المواد الخام إلى خط الإنتاج وحتى إنتاج المنتجات النهائية، تغطي سلسلة الإنتاج المعقدة هذه العديد من المكونات الأساسية والتقنيات المتطورة، وتلعب كل حلقة دورًا حاسمًا في جودة المنتج النهائي وكفاءة إنتاجه.
1. المكونات الأساسية ومبدأ العمل لخط إنتاج حبوب الشوكولاتة الأوتوماتيكي
(أ) نظام نقل المواد الخام وصهرها
يعد نظام نقل المواد الخام وإذابتها نقطة البداية لإنتاج حبوب الشوكولاتة تلقائيًا. وهي تتولى مهمة مهمة تتمثل في تحويل المواد الخام الصلبة للشوكولاتة إلى سوائل قابلة للمعالجة. يتكون النظام عادة من صناديق تخزين المواد الخام، والناقلات اللولبية، وخزانات الصهر المستمر وغيرها من المعدات.
صناديق تخزين المواد الخام مصنوعة في الغالب من الفولاذ المقاوم للصدأ، الذي يتمتع بختم جيد ومقاومة للتآكل، ويمكنه منع المواد الخام بشكل فعال من الرطوبة والأكسدة والتلوث. عادة ما تكون الحاوية مجهزة بمستشعر مستوى المواد لمراقبة احتياطيات المواد الخام في الوقت الحقيقي. عندما تكون المادة الخام أقل من القيمة المحددة، سيقوم النظام تلقائيًا بإطلاق إنذار لتذكير الموظفين بتجديد المواد الخام في الوقت المناسب.
الناقل اللولبي مسؤول عن نقل المواد الخام من صندوق التخزين إلى خزان الصهر. يقوم بتحريك الشفرة الحلزونية لتدور عبر المحرك، بحيث تتحرك المواد الخام محوريًا في أنبوب النقل. يمكن تعديل سرعة نقل الناقل اللولبي وفقًا لاحتياجات الإنتاج لضمان إمداد مستقر بالمواد الخام.
خزان الصهر المستمر هو الجهاز الأساسي لصهر المواد الخام. يعتمد الخزان على هيكل مغلف ويمكن تسخينه بالبخار أو الزيت الحراري. يتم تركيب جهاز تحريك في الخزان للتأكد من تسخين المواد الخام بالتساوي أثناء عملية الذوبان لتجنب ارتفاع درجة الحرارة محليًا وتدهور جودة الشوكولاتة. بالإضافة إلى ذلك، تم تجهيز خزان الصهر أيضًا بنظام للتحكم في درجة الحرارة، والذي يمكنه التحكم بدقة في درجة الحرارة فوق نقطة انصهار المادة الخام للشوكولاتة، والتي تتراوح عمومًا بين 40-45℃، لضمان ذوبان المواد الخام بالكامل.
أثناء عملية العمل، تدخل المواد الخام الصلبة للشوكولاتة أولاً إلى صندوق تخزين المواد الخام، ثم يتم نقلها إلى خزان الصهر المستمر من خلال الناقل اللولبي. في خزان الصهر، تذوب المواد الخام تدريجيًا إلى سائل تحت تأثير التسخين والتحريك. بعد فترة معينة من الحفاظ على الحرارة، يتم نقل الشوكولاتة السائلة إلى رابط الإنتاج التالي - وحدة القولبة بالحقن الدقيق عبر خط الأنابيب.
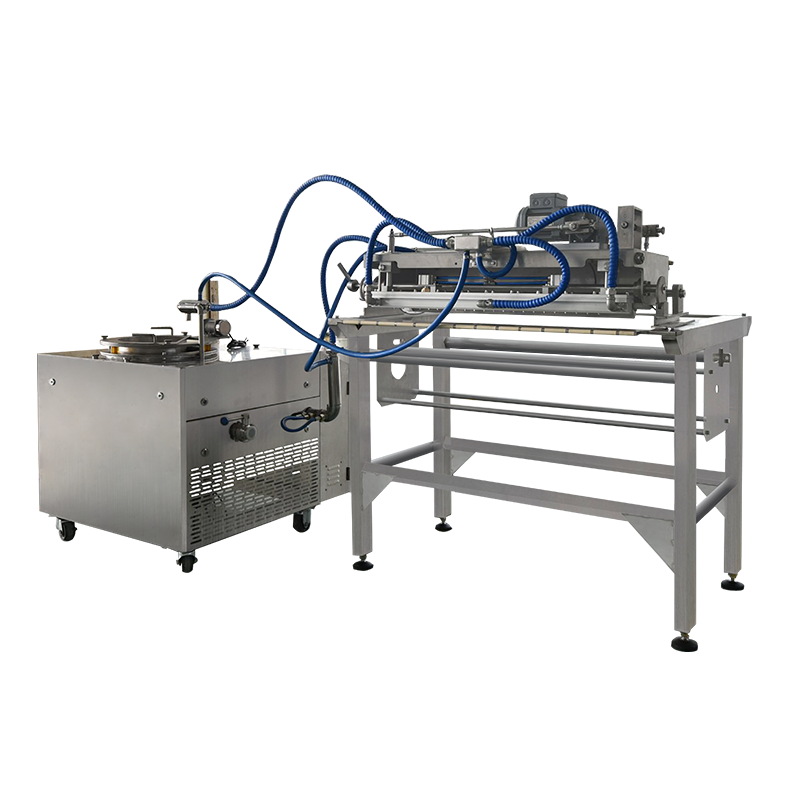
(II) وحدة حقن القالب الدقيقة
تعد وحدة القولبة بالحقن الدقيقة بمثابة الحلقة الأساسية في تحديد شكل وجودة حبوب الشوكولاتة. تتكون هذه الوحدة بشكل أساسي من القوالب ومضخات الحقن وآليات تحديد المواقع وأنظمة القيادة.
القالب هو المكون الأساسي لوحدة حقن القالب الدقيقة، ودقة تصميمه تؤثر بشكل مباشر على شكل وحجم حبوب الشوكولاتة. عادة ما يكون القالب مصنوعًا من الفولاذ المقاوم للصدأ أو سبائك الألومنيوم الصالحة للأكل، ويتم تلميع السطح جيدًا لضمان تشطيب سطح حبوب الشوكولاتة. يوجد تجاويف متعددة على شكل حبة الشوكولاتة موزعة على القالب، ويتم تخصيص حجم وشكل التجويف وفقًا لمتطلبات المنتج.
مضخة الحقن مسؤولة عن حقن الشوكولاتة السائلة بدقة في تجويف القالب. تشمل مضخات الحقن الشائعة مضخات التروس ومضخات المكبس. تتميز مضخات التروس بخصائص البنية البسيطة والتدفق المستقر، وهي مناسبة لنقل الشوكولاتة السائلة ذات اللزوجة المتوسطة والمنخفضة؛ تتمتع مضخات المكبس بضغط ودقة أعلى، ويمكنها تحقيق حقن عالي الدقة بكميات صغيرة، وهو مناسب لإنتاج حبوب الشوكولاتة مع متطلبات عالية لاتساق الوزن. يمكن تعديل تدفق وضغط مضخة الحقن بدقة من خلال نظام التحكم لضمان اتساق كمية الشوكولاتة المحقونة في كل تجويف.
يتم استخدام آلية تحديد المواقع ونظام القيادة لتحقيق تحديد المواقع بدقة والحركة السريعة للقالب. تستخدم آلية تحديد المواقع أدلة خطية عالية الدقة ومسامير كروية لضمان دقة موضع القالب أثناء الحركة. يستخدم نظام القيادة عادةً محركًا مؤازرًا للتحكم في سرعة وزاوية المحرك لتحقيق بدء وإيقاف دقيقين وتبديل سريع للقالب، وبالتالي تحسين كفاءة الإنتاج.
عند العمل، تقوم مضخة الحقن بحقن الشوكولاتة السائلة في تجويف القالب بمعدل التدفق والضغط المحددين، وتقوم آلية تحديد المواقع ونظام القيادة بتحريك القالب بدقة إلى موضع الحقن وموضع إزالة القالب لإكمال عملية حقن حبوب الشوكولاتة.
(III) تقنية إزالة القوالب والتبريد التلقائي
تعد تقنية إزالة القوالب والتبريد التلقائية خطوة مهمة لضمان إمكانية فصل حبوب الشوكولاتة بسلاسة عن القالب والحفاظ على شكل مستقر. تتضمن هذه الخطوة بشكل أساسي نفق التبريد وآلية إزالة القالب وجهاز النقل.
- نفق التبريد هو الجهاز الرئيسي لتبريد وتشكيل حبوب الشوكولاتة. يتم استخدام التبريد بالهواء القسري أو خليط من الهواء البارد والماء البارد في النفق لتبريد حبوب الشوكولاتة بسرعة في وقت قصير. ينقسم نفق التبريد عادة إلى مناطق درجة حرارة متعددة، ويمكن تعديل درجة الحرارة وسرعة الرياح لكل منطقة درجة حرارة بشكل مستقل. وبشكل عام، بعد دخول حبوب الشوكولاتة إلى نفق التبريد، يتم تبريدها مسبقًا أولاً في منطقة درجة الحرارة العالية (حوالي 25-30℃) لجعل السطح صلبًا في البداية، ثم تدخل منطقة درجة الحرارة المنخفضة (حوالي 15-20℃) للتبريد العميق لتصلب الجزء الداخلي تمامًا. يتم ضبط وقت التبريد وفقًا لحجم وسمك حبوب الشوكولاتة، وعادةً ما يكون حوالي 10-20 دقيقة.
- آلية إزالة القالب هي المسؤولة عن إزالة حبوب الشوكولاتة المبردة والمشكلة من القالب. تتضمن آليات إزالة القالب الشائعة نوع القذف ونوع الانقلاب. تقوم آلية إزالة القالب من النوع القذفي بضبط قضيب دفع في الجزء السفلي من القالب. عندما يصل القالب إلى موضع إزالة القالب، يدفع قضيب الدفع لأعلى لدفع حبوب الشوكولاتة خارج تجويف القالب؛ تقوم آلية إزالة القالب بقلب القالب بزاوية معينة للسماح بإزالة حبوب الشوكولاتة من القالب تحت تأثير الجاذبية. يتم تشغيل آلية إزالة القالب بواسطة أسطوانة هوائية أو أسطوانة هيدروليكية. يتم التحكم بدقة في قوة وسرعة إزالة القالب بواسطة نظام التحكم لمنع تلف حبوب الشوكولاتة أثناء عملية إزالة القالب.
- يتم استخدام جهاز النقل لنقل حبوب الشوكولاتة بعد إزالة القالب إلى عملية التعبئة والتغليف اللاحقة. يعتمد جهاز النقل عادةً على ناقل حزامي أو ناقل سلسلة، ويتم معالجة السطح بمادة صالحة للطعام للتأكد من عدم تلوث حبوب الشوكولاتة أثناء عملية النقل. يمكن تعديل سرعة النقل وفقًا لإيقاع الإنتاج لضمان التشغيل المستمر والمستقر لخط الإنتاج.
2. تحليل الابتكارات التكنولوجية الرئيسية
(أ) تأثير دقة التحكم في درجة الحرارة على تبلور الشوكولاتة
تعتبر عملية تبلور الشوكولاتة حساسة للغاية لدرجة الحرارة، وتؤثر دقة التحكم في درجة الحرارة بشكل مباشر على جودة الشوكولاتة وطعمها. في عملية إنتاج الشوكولاتة، يمكن أن يؤدي التبلور الصحيح إلى جعل الشوكولاتة تتمتع بلمعان وقرمشة وطعم جيد، في حين أن التبلور غير الصحيح سيسبب مشاكل مثل تبييض سطح الشوكولاتة وتليين الملمس.
يستخدم خط إنتاج حبوب الشوكولاتة الأوتوماتيكي أجهزة استشعار درجة حرارة عالية الدقة وخوارزميات متقدمة للتحكم في درجة الحرارة لتحقيق التحكم الدقيق في درجة حرارة كل وصلة في عملية الإنتاج. تستخدم أجهزة استشعار درجة الحرارة عادةً أجهزة قياس الحرارة أو المقاومات الحرارية، والتي تتميز بسرعة الاستجابة العالية ودقة القياس العالية. يمكنهم مراقبة المعلمات الرئيسية للمواد الخام للشوكولاتة مثل درجة حرارة الانصهار ودرجة حرارة الحقن ودرجة حرارة التبريد وما إلى ذلك في الوقت الحقيقي.
تستخدم خوارزمية التحكم في درجة الحرارة استراتيجيات تحكم متقدمة مثل التحكم PID (التناسب والتكامل والتفاضل) أو التحكم الغامض. يمكن للتحكم في PID ضبط طاقة الخرج لمعدات التدفئة أو التبريد تلقائيًا وفقًا لانحراف درجة الحرارة، بحيث يمكن لدرجة الحرارة أن تستقر بسرعة بالقرب من القيمة المحددة؛ يمكن للتحكم الغامض التعامل بشكل أفضل مع مشكلات التحكم في درجة الحرارة غير الخطية والمتغيرة بمرور الوقت وتحسين قدرة نظام التحكم في درجة الحرارة على التكيف والاستقرار.
في الإنتاج الفعلي، على سبيل المثال، في عملية تبريد حبوب الشوكولاتة، يتم التحكم بدقة في درجة حرارة كل منطقة درجة حرارة في نفق التبريد بحيث يمكن تبلور حبوب الشوكولاتة تحت تدرج درجة حرارة مناسب، وبالتالي تشكيل بنية بلورية دقيقة وموحدة، مما يعطي الشوكولاتة جودة وطعمًا جيدين.
(II) التصميم الميكانيكي لنظام مزامنة القالب
يعد نظام مزامنة القالب هو المفتاح لضمان التشغيل الفعال لخط إنتاج حبوب الشوكولاتة الأوتوماتيكي. يحتاج النظام إلى التأكد من أن القالب يتحرك بدقة وبشكل متزامن في كل وصلة مثل الحقن والتبريد وإزالة القالب لتجنب مشاكل مثل التسرب وعدم المحاذاة.
يتضمن التصميم الميكانيكي لنظام مزامنة القالب بشكل أساسي آلية النقل وآلية تحديد المواقع وجهاز التحكم في المزامنة. تعتمد آلية النقل عادةً على محرك السلسلة أو محرك الحزام المتزامن، والذي يتميز بخصائص النقل السلس والضوضاء المنخفضة. يعد محرك السلسلة مناسبًا للمناسبات ذات الأحمال الكبيرة ويمكنه ضمان استقرار القالب أثناء التشغيل عالي السرعة؛ يتمتع محرك الحزام المتزامن بمزايا دقة النقل العالية وعدم الحاجة إلى التشحيم، وهو مناسب لأنظمة مزامنة القالب ذات متطلبات الدقة العالية.
تستخدم آلية تحديد المواقع أدلة خطية عالية الدقة ومسامير كروية ودبابيس تحديد المواقع لتحقيق تحديد دقيق للقالب. توفر الأدلة الخطية والمسامير الكروية حركة خطية للقالب، مما يضمن دقة القالب واستقراره أثناء الحركة؛ تقوم دبابيس تحديد الموضع بوضع القالب بدقة عندما يصل إلى الموضع المحدد، مما يضمن وضع القالب بدقة.
يستخدم جهاز التحكم المتزامن وحدة تحكم منطقية قابلة للبرمجة (PLC) أو وحدة تحكم في الحركة لتحقيق التحكم الدقيق والتنسيق المتزامن لكل إجراء قالب عن طريق كتابة برنامج. يمكن لجهاز التحكم المتزامن ضبط معلمات حركة القالب تلقائيًا وفقًا لسرعة تشغيل خط الإنتاج وإيقاع الإنتاج لضمان المزامنة الدقيقة لإجراءات القالب في كل وصلة.
(III) خطة التحكم في اتساق وزن المنتج
يعد اتساق وزن المنتج أحد المؤشرات المهمة لقياس جودة إنتاج خط إنتاج حبوب الشوكولاتة الأوتوماتيكي. من أجل تحقيق اتساق وزن المنتج، يعتمد خط الإنتاج مجموعة متنوعة من مخططات التحكم.
من خلال التحكم الدقيق في تدفق وضغط مضخة الحقن، يتم ضمان ثبات كمية الشوكولاتة المحقونة في كل تجويف. يمكن تعديل تدفق وضغط مضخة الحقن بدقة وفقًا لمتطلبات وزن حبوب الشوكولاتة، ويتم مراقبة عملية الحقن والتحكم في ردود الفعل في الوقت الفعلي من خلال أجهزة استشعار الضغط وأجهزة استشعار التدفق. عند اكتشاف انحراف في كمية الحقن، سيقوم نظام التحكم تلقائيًا بضبط معلمات مضخة الحقن لاستعادة كمية الحقن إلى القيمة المحددة.
يتم استخدام معدات الوزن والاختبار عبر الإنترنت لإجراء الوزن والاختبار في الوقت الفعلي لحبوب الشوكولاتة المنتجة. تستخدم معدات الوزن والاختبار عبر الإنترنت عادةً أجهزة استشعار وزن عالية الدقة وأنظمة معالجة بيانات سريعة، والتي يمكنها وزن واختبار عدد كبير من حبوب الشوكولاتة في وقت قصير. عندما يتم اكتشاف أن وزن حبوب الشوكولاتة يتجاوز نطاق الخطأ المسموح به، سيقوم النظام تلقائيًا بإزالة المنتجات غير المؤهلة وضبط مضخة الحقن والمعدات الأخرى ذات الصلة لضمان اتساق وزن المنتجات اللاحقة.
يمكن أيضًا تقليل مشكلة عدم اتساق وزن المنتج الناجم عن اختلافات القالب وتقلبات العملية عن طريق تحسين تصميم القالب وعمليات الإنتاج. على سبيل المثال، يمكن معالجة تجويف القالب وتلميعه بدقة لضمان اتساق حجم وشكل التجويف؛ ويمكن التحكم بشكل معقول في درجة الحرارة واللزوجة والمعلمات الأخرى للمواد الخام للشوكولاتة لضمان استقرار عملية الحقن.
3. حل تحسين كفاءة خط الإنتاج
(أ) نموذج حساب القدرة الإنتاجية لكل وحدة زمنية
يعد نموذج حساب سعة الوحدة الزمنية أداة مهمة لتقييم كفاءة إنتاج خط إنتاج حبوب الشوكولاتة الأوتوماتيكي. يقوم النموذج بحساب عدد حبوب الشوكولاتة التي يمكن لخط الإنتاج إنتاجها لكل وحدة زمنية من خلال النظر بشكل شامل في القدرة الإنتاجية وإيقاع الإنتاج لكل وصلة من خط الإنتاج.
صيغة حساب الطاقة الإنتاجية لكل وحدة زمنية هي: الطاقة الإنتاجية = 60 / دورة الإنتاج × عدد حبوب الشوكولاتة لكل تجويف × عدد القوالب. تشير دورة الإنتاج إلى الوقت اللازم لإنتاج دفعة كاملة من حبوب الشوكولاتة، بما في ذلك الوقت الإجمالي لكل وصلة مثل وقت نقل المواد الخام وذوبانها، ووقت القولبة بالحقن، ووقت التبريد، ووقت إزالة القوالب، وما إلى ذلك. يتم تحديد عدد حبوب الشوكولاتة لكل تجويف وعدد القوالب وفقًا لمعايير تصميم القالب.
في الإنتاج الفعلي، من خلال قياس وتحليل وقت كل رابط في خط الإنتاج بدقة، يمكننا معرفة روابط الاختناق التي تؤثر على إيقاع الإنتاج، واتخاذ تدابير التحسين المقابلة، مثل زيادة سرعة تشغيل المعدات، وتحسين عمليات الإنتاج، وتقليل وقت تعطل المعدات، وبالتالي زيادة سعة وحدة الوقت لخط الإنتاج.
(II) ربط المعدات ومطابقة النبضات
يعد ربط المعدات ومطابقة الإيقاع أمرًا أساسيًا لضمان التشغيل الفعال والمستقر لخط إنتاج حبوب الشوكولاتة الأوتوماتيكي. تحتاج المعدات المختلفة في خط الإنتاج، مثل نظام نقل المواد الخام وصهرها، ووحدة القولبة بالحقن الدقيق، وتكنولوجيا إزالة القوالب والتبريد الأوتوماتيكية، وما إلى ذلك، إلى التنسيق مع بعضها البعض والعمل وفقًا لإيقاع إنتاج معين.
من أجل تحقيق ربط المعدات ومطابقة الإيقاعات، يستخدم خط الإنتاج نظام التحكم PLC أو نظام التحكم الآلي الصناعي. يقوم النظام بمراقبة حالة تشغيل كل جهاز والتحكم فيها في الوقت الفعلي لتحقيق نقل الإشارة والعمل التعاوني بين الأجهزة. على سبيل المثال، عندما يكمل نظام نقل المواد الخام وصهرها صهر المواد الخام، فإنه سيرسل إشارة إلى وحدة قولبة الحقن الدقيقة لإخطارها بالاستعداد لاستقبال الشوكولاتة السائلة؛ بعد أن تكمل وحدة قولبة الحقن الدقيقة قولبة الحقن، وسوف ترسل إشارة إلى تقنية إزالة القالب والتبريد التلقائي لبدء إجراءات التبريد وإزالة القالب.
وفي الوقت نفسه، سيقوم نظام التحكم تلقائيًا بضبط معلمات تشغيل كل جهاز وفقًا للتشغيل الفعلي لخط الإنتاج للحفاظ على استقرار إيقاع الإنتاج. عندما يفشل جهاز ما أو يتباطأ، سيقوم نظام التحكم تلقائيًا بضبط سرعة تشغيل الأجهزة الأخرى لضمان كفاءة التشغيل الشاملة لخط الإنتاج.
(ثالثا) آلية التحذير من الأخطاء الشائعة
تعد آلية التحذير من الأخطاء المشتركة وسيلة مهمة لتحسين موثوقية واستقرار خط إنتاج حبوب الشوكولاتة الأوتوماتيكي. تكتشف هذه الآلية الأعطال المحتملة للمعدات مسبقًا من خلال مراقبة وتحليل معلمات تشغيل المعدات في الوقت الفعلي، وتصدر إشارات تحذيرية في الوقت المناسب حتى يتمكن الموظفون من اتخاذ التدابير المناسبة للتعامل معها وتجنب حدوث الأعطال وتوسعها.
تشمل آليات التحذير من الأخطاء الشائعة بشكل أساسي مراقبة أجهزة الاستشعار وتحليل البيانات ونظام التحذير. يقوم جزء مراقبة المستشعر بجمع معلمات تشغيل المعدات في الوقت الفعلي عن طريق تركيب أجهزة استشعار مختلفة في الأجزاء الرئيسية من المعدات، مثل أجهزة استشعار درجة الحرارة، وأجهزة استشعار الضغط، وأجهزة استشعار الاهتزاز، وأجهزة استشعار التيار، وما إلى ذلك.
يستخدم جزء تحليل البيانات استخراج البيانات والتعلم الآلي والتقنيات الأخرى لتحليل ومعالجة كمية كبيرة من البيانات التي تم جمعها. من خلال إنشاء نموذج حالة تشغيل المعدات ونموذج التنبؤ بالأخطاء، يتم تحليل اتجاه التغيير لمعلمات تشغيل المعدات لتحديد ما إذا كانت المعدات بها أخطاء مخفية. على سبيل المثال، عندما ترتفع قيمة اهتزاز المعدات فجأة أو تستمر درجة الحرارة في الارتفاع، سيحدد نظام تحليل البيانات أن المعدات قد تعاني من عطل ميكانيكي أو مشاكل ارتفاع درجة الحرارة ويصدر إشارة تحذير.
سيقوم نظام الإنذار المبكر بنقل معلومات التحذير من الأخطاء على الفور إلى الموظفين من خلال الإنذارات الصوتية والضوئية وإشعارات الرسائل القصيرة والتذكيرات عبر البريد الإلكتروني وما إلى ذلك. بعد تلقي معلومات الإنذار المبكر، يمكن للموظفين فحص المعدات وإصلاحها على الفور لتجنب حدوث الأخطاء وتوسعها وضمان التشغيل العادي لخط الإنتاج.
4. معايير الصناعة والنقاط الرئيسية لمراقبة الجودة
(أ) متطلبات الامتثال للمواد الصالحة للأكل
يجب أن تفي جميع المواد المستخدمة في خط إنتاج حبوب الشوكولاتة الأوتوماتيكي بمعايير الدرجة الغذائية لضمان سلامة ونظافة منتجات الشوكولاتة. يجب أن تتمتع المواد الصالحة للأكل بثبات كيميائي جيد، وأن تكون غير سامة وغير ضارة، وألا تتفاعل كيميائيًا مع المواد الخام للشوكولاتة.
عادة ما تكون أجسام المعدات وخطوط الأنابيب والقوالب والأجزاء الأخرى في خط الإنتاج مصنوعة من الفولاذ المقاوم للصدأ 304 أو 316، الذي يتمتع بمقاومة جيدة للتآكل وخصائص صحية، ويمكنه منع المعدات بشكل فعال من الصدأ وتلويث منتجات الشوكولاتة. الأختام والحشيات والأجزاء الأخرى التي تكون على اتصال مباشر بالمواد الخام للشوكولاتة مصنوعة من المطاط أو السيليكون الصالح للأكل، والتي تتمتع بمرونة جيدة وخصائص إغلاق وتلبي معايير نظافة الأغذية وسلامتها.
بالإضافة إلى ذلك، أثناء عملية تصميم وتصنيع خط الإنتاج، من الضروري أيضًا الامتثال لمعايير سلامة معدات إنتاج الأغذية ذات الصلة ومواصفات النظافة، مثل نظام إدارة سلامة الأغذية ISO 22000، ونظام تحليل المخاطر ونقاط التحكم الحرجة (HACCP)، وما إلى ذلك، لضمان أن تصميم وتصنيع خط الإنتاج يلبي متطلبات سلامة الأغذية.
(II) التحكم في تشطيب سطح المنتج
يعد التشطيب السطحي للمنتج أحد المؤشرات المهمة لقياس جودة حبوب الشوكولاتة، مما يؤثر بشكل مباشر على التجربة البصرية للمستهلكين ورغبتهم في الشراء. من أجل ضمان التشطيب السطحي لحبوب الشوكولاتة، من الضروري التحكم في تصميم القالب وجودة المواد الخام وعملية الإنتاج والجوانب الأخرى.
- فيما يتعلق بتصميم القالب، يجب تلميع سطح القالب جيدًا لتقليل خشونة السطح حتى تتمكن حبوب الشوكولاتة من الحفاظ على سطح أملس بعد إزالة القالب. يجب أيضًا تصميم شكل وحجم تجويف القالب بدقة لتجنب العيوب مثل الزوايا الحادة والنتوءات لمنع عيوب سطح حبوب الشوكولاتة أثناء عملية التشكيل.
- فيما يتعلق بجودة المواد الخام، نختار مواد خام عالية الجودة للشوكولاتة لضمان نقاء واستقرار المواد الخام. ستؤثر الشوائب والجزيئات الموجودة في المواد الخام على التشطيب السطحي لحبوب الشوكولاتة، لذلك يجب فحص المواد الخام وفحصها بدقة.
- فيما يتعلق بتكنولوجيا الإنتاج، ينبغي التحكم بشكل صحيح في درجة الحرارة واللزوجة وسرعة حقن المواد الخام للشوكولاتة. ستؤدي درجة الحرارة المرتفعة جدًا أو المنخفضة جدًا، واللزوجة المرتفعة جدًا أو المنخفضة جدًا، وسرعة الحقن السريعة جدًا أو البطيئة جدًا، وما إلى ذلك، إلى حدوث عيوب مثل الفقاعات وعلامات التدفق على سطح حبوب الشوكولاتة. من خلال تحسين معايير عملية الإنتاج، يتم التأكد من أن حبوب الشوكولاتة يمكن أن تشكل سطحًا أملسًا أثناء عملية القولبة بالحقن والتبريد.
(III) توصيات التكوين لأنظمة الاختبار الآلية
يعد نظام الكشف الآلي ضمانًا مهمًا لجودة المنتجات في خط إنتاج حبوب الشوكولاتة الأوتوماتيكي. يمكن للنظام اكتشاف وفحص وزن وحجم ومظهر وشوائب ومؤشرات الجودة الأخرى لحبوب الشوكولاتة تلقائيًا لتحسين جودة المنتج وكفاءة الإنتاج.
يشتمل نظام التفتيش الآلي بشكل أساسي على معدات التفتيش البصري ومعدات تفتيش الوزن ومعدات الكشف عن المعادن.
- تستخدم معدات الفحص البصري كاميرات عالية الدقة وتكنولوجيا معالجة الصور لإجراء فحص في الوقت الفعلي لمظهر حبوب الشوكولاتة، وتحديد العيوب السطحية مثل العيوب والفقاعات والشقوق، وإزالة المنتجات غير المؤهلة تلقائيًا.
- كما ذكرنا أعلاه، يمكن لمعدات الوزن والاختبار قياس وزن حبوب الشوكولاتة بدقة ورفض المنتجات التي لا تلبي متطلبات الوزن.
- تُستخدم معدات الكشف عن المعادن للكشف عما إذا كانت هناك شوائب معدنية في حبوب الشوكولاتة، ومنع اختلاط الأجسام المعدنية الغريبة بالمنتج، وضمان سلامة المنتج.
عند تكوين نظام اختبار آلي، من الضروري تحديد طراز وكمية معدات الاختبار بشكل معقول بناءً على الطاقة الإنتاجية ومتطلبات جودة المنتج لخط الإنتاج. ومن الضروري أيضًا دمج نظام الاختبار الآلي مع نظام التحكم في خط الإنتاج لتحقيق نقل ومعالجة بيانات الاختبار في الوقت الفعلي، وذلك لضبط معلمات عملية الإنتاج في الوقت المناسب وضمان استقرار جودة المنتج.
يمكن لخط إنتاج حبوب الشوكولاتة الأوتوماتيكي تحقيق إنتاج فعال ودقيق على نطاق واسع من خلال تصميم المكونات الأساسية المعقولة والابتكار التكنولوجي الرئيسي المتقدم وخطة تحسين الكفاءة العلمية ومعايير الصناعة الصارمة ومراقبة الجودة. مع التقدم المستمر في العلوم والتكنولوجيا والتغيرات المستمرة في الطلب في السوق، سيواصل خط إنتاج حبوب الشوكولاتة الأوتوماتيكي تحديث وابتكار التكنولوجيا لتلبية احتياجات الإنتاج المتزايدة ومتطلبات الجودة لصناعة الشوكولاتة.