English
English أساسيات خط معالجة ألواح شوكولاتة سنيكر
ما هو خط معالجة ألواح شوكولاتة سنيكر؟
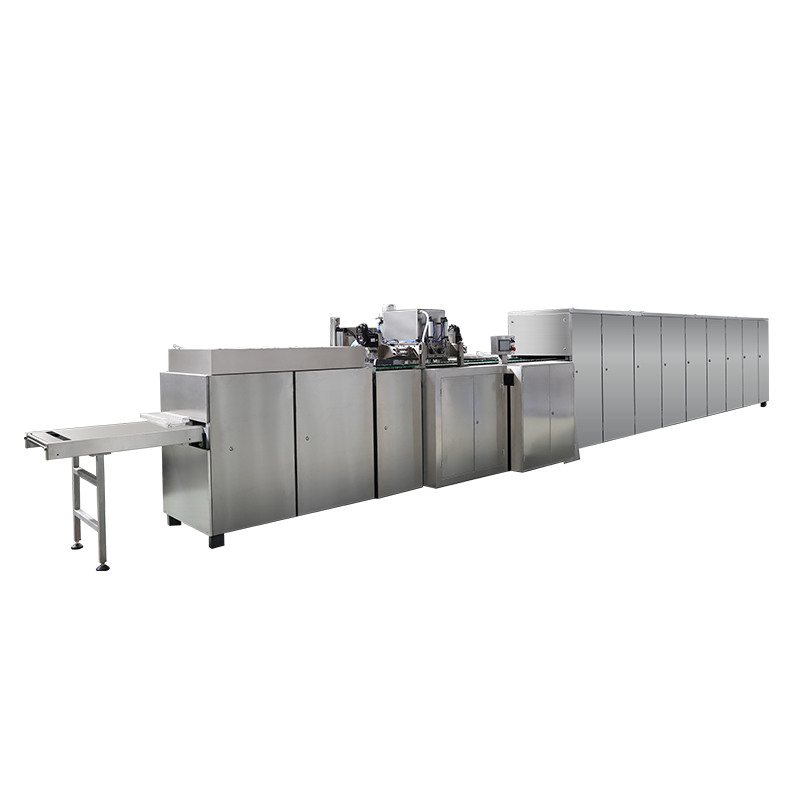
أ خط معالجة ألواح شوكولاتة سنيكر هي مجموعة متكاملة من معدات تصنيع الأغذية المصممة لإنتاج ألواح حلويات الشوكولاتة ذات الطبقات على نطاق واسع. الاستنتاج الأساسي واضح ومباشر: يمكن لخط إنتاج سنيكر الكامل والمهيأ جيدًا تحقيق مخرجات تبلغ 150–600 كجم/ساعة، اعتمادًا على درجة المعدات ومستوى الأتمتة ومواصفات المنتج. وهذا يجعلها واحدة من أكثر الأشكال كفاءة لتصنيع ألواح الشوكولاتة بكميات كبيرة.
يتعامل الخط عادةً مع كل مرحلة بدءًا من طهي النوجا وإعداد الكراميل وحتى طبقات الفول السوداني وتغليف الشوكولاتة والتبريد والتقطيع والتعبئة النهائية — كل ذلك ضمن تدفق آلي مستمر. إن فهم كيفية عمل كل وحدة يساعد الشركات المصنعة على تحسين الإنتاجية وتقليل النفايات والحفاظ على جودة المنتج المتسقة.
مراحل المعالجة الأساسية في خط إنتاج سنيكر
معيار خط إنتاج سنيكر يتبع تسلسلًا منطقيًا لمراحل المعالجة. تساهم كل مرحلة في السلامة الهيكلية والجودة الحسية للشريط النهائي.
المرحلة 1 – تحضير وتشكيل النوجا
الطبقة الأساسية لشريط سنيكر هي النوجا، والتي يتم إنتاجها عن طريق خلط شراب السكر المهوى والجلوكوز وبياض البيض والدهون في خلاط مستمر أو دفعي. يتم بعد ذلك ترسيب النوجا على حزام ناقل أو في قالب بلاطة، حيث يتم ضغطها على سمك موحد عادة ما يكون بين 10–20 ملم. يعد الملمس المتسق في هذه المرحلة أمرًا بالغ الأهمية لدقة القطع في اتجاه مجرى النهر.
المرحلة الثانية – طهي الكراميل ووضع الطبقات
يتم تحضير الكراميل في طباخ كراميل مستمر يجمع بين السكر وشراب الجلوكوز والقشدة أو الدهون والمستحلبات تحت حرارة يمكن التحكم فيها. يتم وضع الكراميل المطبوخ على طبقة النوجا وهو لا يزال مرنًا. عادة ما يتم الحفاظ على درجة حرارة الكراميل عند الترسيب بين 60–75° درجة مئوية لضمان الالتصاق المناسب دون تشويه النوجا الموجودة بالأسفل.
المرحلة 3 – تطبيق الفول السوداني
يتم توزيع الفول السوداني المحمص بالكامل أو نصفه بالتساوي على سطح الكراميل باستخدام وحدة تغذية اهتزازية أو أداة تطبيق أسطوانية. تضمن أسطوانة الضغط اللطيفة دمج الفول السوداني في طبقة الكراميل. يؤثر توحيد تغطية الفول السوداني بشكل مباشر على الاتساق البصري ودقة الوزن في البار النهائي.
المرحلة الرابعة – تبريد وقطع البلاطة
تمر البلاطة المجمعة —المكونة من النوجا والكراميل والفول السوداني — عبر نفق تبريد حيث يتم خفض درجات الحرارة إلى أقل من 18°ج. يؤدي هذا إلى تقوية الهيكل قبل القطع. ثم يقوم القاطع الدوار أو السلكي بتقسيم البلاطة إلى قطع فردية بحجم الشريط مع الحد الأدنى من فقدان المنتج.
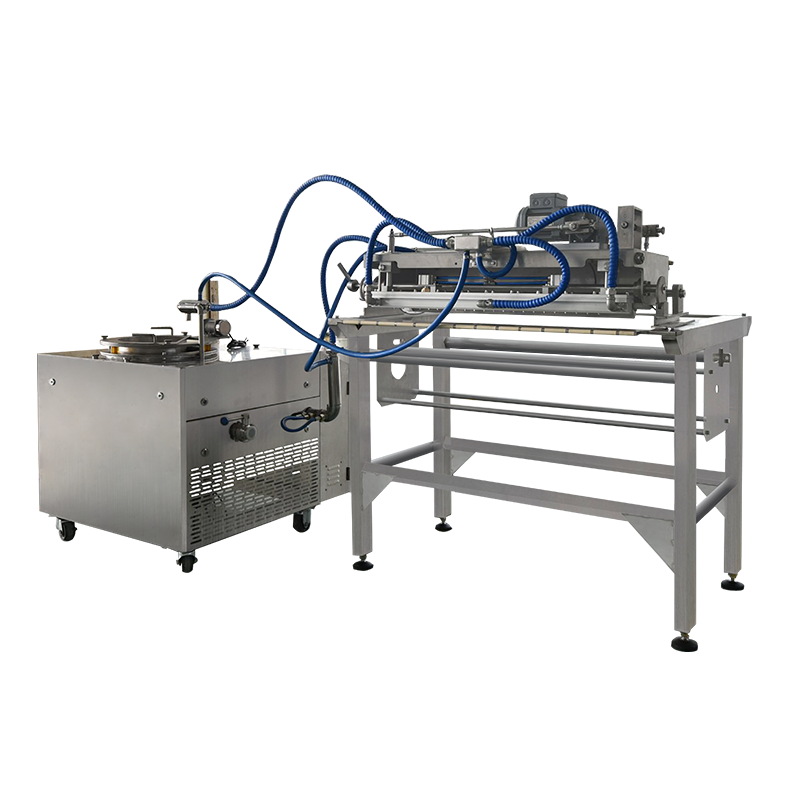
المرحلة 5 – تغليف الشوكولاتة
تمر القضبان الفردية عبر جهاز تغليف الشوكولاتة حيث يتم تغليف الشوكولاتة المخففة (عادةً في 29–32°ج بالنسبة للأنواع الداكنة أو الحليبية) يغطي جميع الأسطح بشكل موحد. يقوم منفاخ الهواء بإزالة الشوكولاتة الزائدة من الأسفل، وتقوم طاولة الاهتزاز بتنعيم طبقة السطح قبل دخول القضبان إلى نفق التبريد النهائي.
المرحلة 6 – التبريد النهائي والتعبئة والتغليف
بعد ارتداء الملابس، تنتقل القضبان عبر نفق مبرد في 8–14°ج لعدة دقائق لتثبيت قشرة الشوكولاتة. يتم بعد ذلك نقل القضبان المجهزة بالكامل إلى آلات التغليف التدفقي أو التعبئة بالوسائد الآلية، مما يكمل دورة الإنتاج.
المعدات الرئيسية في خط معالجة ألواح شوكولاتة سنيكر
تتطلب كل مرحلة من مراحل المعالجة معدات متخصصة. فيما يلي نظرة عامة على مكونات الآلات الأساسية وأدوارها الوظيفية:
| معدات | وظيفة | المعلمة الرئيسية |
|---|---|---|
| خلاط النوجا وصانعه | يقوم بتهوية وتشكيل الطبقة الأساسية للنوجا | الناتج: 100–500 كجم/ساعة |
| طباخ الكراميل | يطهو الكراميل ويرسبه في درجة حرارة يمكن التحكم فيها | درجة الحرارة: 60–75° درجة مئوية |
| وحدة تغذية/تطبيق الفول السوداني | توزيع الفول السوداني بالتساوي على الكراميل | توحيد التغطية ±3% |
| نفق تبريد البلاطة | يشد البلاطة الطبقية للقطع | درجة حرارة النفق: 10–18° درجة مئوية |
| قاطع دوار / سلكي | يقطع البلاطة إلى قضبان فردية | سرعة القطع: تصل إلى 120 قطعًا/دقيقة |
| شوكولاتة إنروبر | ألواح المعاطف من الشوكولاتة المخففة | درجة حرارة الشوكولاتة: 29–32° درجة مئوية |
| نفق التبريد النهائي | يضبط قشرة الشوكولاتة | درجة حرارة النفق: 8–14° درجة مئوية |
| آلة تغليف التدفق / آلة التعبئة والتغليف | يلف القضبان النهائية بشكل فردي | السرعة: تصل إلى 600 بار/دقيقة |
مستويات الأتمتة والقدرة الإنتاجية
تتوفر خطوط معالجة ألواح شوكولاتة سنيكر الحديثة في ثلاث مستويات أتمتة عامة، كل منها مناسب لمقاييس الإنتاج ومستويات الاستثمار المختلفة:
- الخطوط شبه الأوتوماتيكية: إنتاج 150–250 كجم/ساعة؛ يتطلب التغذية والمراقبة اليدوية في عدة محطات؛ استثمار أولي أقل.
- خطوط أوتوماتيكية بالكامل: إنتاج 300–600 كجم/ساعة؛ يتم التحكم فيه بواسطة PLC مع الحد الأدنى من تدخل المشغل؛ مناسب للإنتاج التجاري على نطاق واسع.
- خطوط مرنة متعددة المنتجات: تسمح القوالب القابلة للتعديل والمودعات وعرض القطع بإنتاج أشكال مختلفة من القضبان (على سبيل المثال، القضبان الصغيرة، الحجم الكبير) على نفس الخط مع التحول السريع — عادةً أقل من 30 دقيقة لكل مفتاح تنسيق.
بالنسبة لشركة تصنيع متوسطة الحجم تستهدف 500000–100000 بار يوميًا، فإن الخط الآلي بالكامل الذي يعمل بسرعة 400 كجم/ساعة بمتوسط وزن بار يبلغ 50 جرامًا سينتج ما يقرب من 8000 بار في الساعة أو 192000 بار لكل نوبة عمل مدتها 24 ساعة.
نقاط مراقبة الجودة الحرجة على الخط
يتطلب الحفاظ على جودة البار المتسقة مراقبة نشطة عند العديد من نقاط التفتيش في جميع أنحاء خط إنتاج سنيكر:
- مراقبة ملمس النوجا وكثافتها عبر أجهزة قياس اللزوجة المضمنة أو أخذ العينات يدويًا كل 30 دقيقة.
- تم التحقق من نسبة رطوبة الكراميل بعد الطهي — الرطوبة المستهدفة: 8–12%
لضمان الملمس المطاطي الصحيح. - التحقق من وزن الشريط باستخدام أنظمة فحص الوزن مباشرة بعد القطع؛ التسامح النموذجي هو ±1.5 جرام لكل بار.
- يتم قياس سمك طلاء الشوكولاتة عن طريق الأشعة السينية أو مقارنة الوزن قبل وبعد التغليف.
- محطات الفحص البصري (يدوية أو تعتمد على الكاميرا) قبل التعبئة للكشف عن القضبان ذات الطلاء المفقود أو فجوات الفول السوداني أو التناقضات في الأبعاد.
اعتبارات تصميم النظافة وسلامة الأغذية
يعد التصميم الصالح للأكل أمرًا غير قابل للتفاوض في خط معالجة ألواح الشوكولاتة. تتضمن مبادئ التصميم الرئيسية ما يلي:
- الفولاذ المقاوم للصدأ 304 أو 316 البناء لجميع الأسطح الملامسة للمنتج.
- التوافق مع CIP (التنظيف في المكان) للمودعين وأوعية الطهي والمقالي المغلفة لتقليل وقت التنظيف اليدوي ومخاطر التلوث المتبادل.
- ناقلات مغلقة في أنفاق التبريد لمنع التلوث المحمول جواً أثناء التحولات في درجات الحرارة.
- مناطق إدارة المواد المسببة للحساسية: يجب فصل مناطق تطبيق الفول السوداني فعليًا أو تسلسلها عن عمليات الإنتاج الخالية من المواد المسببة للحساسية.
- وثائق متوافقة مع HACCP مدمجة مع تسجيل بيانات PLC من أجل إمكانية التتبع الكامل.
التحديات والحلول التشغيلية المشتركة
حتى الخطوط التي تم تكوينها بشكل جيد تواجه مشكلات متكررة. وفيما يلي التحديات الأكثر شيوعا والحلول العملية:
| تحدي | سبب | حل |
|---|---|---|
| الكراميل يلتصق بالقواطع | الكراميل دافئ جدًا في مرحلة التقطيع | خفض درجة حرارة نفق تبريد البلاطة بمقدار 2–3° درجة مئوية |
| طلاء الشوكولاتة غير المتساوي | شوكولاتة خارج نطاق المزاج | إعادة معايرة وحدة التلطيف؛ التحقق من وجود محفزات لتكاثر الدهون |
| اختلاف وزن البار >±3 جرام | عدم تناسق سمك طبقة النوجا أو الكراميل | فحص فوهات الإيداع؛ إعادة معايرة الأسطوانات السابقة |
| فراغات الفول السوداني في الحانات | اهتزاز وحدة التغذية مرتفع أو منخفض جدًا | ضبط تردد التغذية الاهتزازية؛ تنظيف أجهزة استشعار القادوس |
| عدم محاذاة التغليف | اختلاف طول الشريط بعد القطع | مزامنة سرعة القاطع مع سرعة الحزام الناقل |
كفاءة الطاقة في تصنيع ألواح سنيكر
تعد أنفاق التبريد وأوعية الطهي من أعلى مستهلكي الطاقة في خط إنتاج سنيكر، حيث تمثل معًا 55–70% من إجمالي استهلاك الطاقة في الخط. وتشمل التدابير العملية لخفض تكاليف الطاقة ما يلي:
- استخدام أنظمة استعادة الحرارة على أوعية الطهي لتسخين المكونات الواردة مسبقًا.
- تركيب محركات التردد المتغير (VFDs) على محركات النقل لتقليل استهلاك الطاقة خلال فترات الإنتاجية المنخفضة.
- جدولة دورات التنظيف العميق والصيانة خارج ساعات الذروة للطاقة.
- تحسين طول النفق وسرعة المروحة بناءً على معدل الإنتاج الحقيقي بدلاً من الحد الأقصى لقدرة التصميم.
يمكن لخط مؤتمت بالكامل ومُحسَّن جيدًا إنتاج كيلوغرام واحد من الشريط النهائي باستخدام حوالي 0.3–0.6 كيلووات ساعة، اعتمادًا على الظروف المناخية وتخطيط المصنع.
الأسئلة الشائعة
س1: ما هي البصمة النموذجية لخط إنتاج سنيكر الكامل؟
عادةً ما يتطلب الخط الكامل بما في ذلك تشكيل النوجا والكراميل وتطبيق الفول السوداني والتغليف والتعبئة والتغليف طوله 40–80 مترا ويبلغ عرضها 4–8 أمتار، اعتمادًا على مستوى الأتمتة وتصميم نفق التبريد.
س2: هل يمكن لنفس الخط إنتاج ألواح عادية وصغيرة على طراز سنيكر؟
نعم. بفضل المودعين القابلين للتعديل والقوالب المعيارية والقواطع القابلة لإعادة التشكيل، يمكن لمعظم الخطوط الحديثة التبديل بين التنسيقات. وقت التغيير عادة ما يكون 20–45 دقيقة.
س3: ما نوع الشوكولاتة المستخدمة في خط معالجة ألواح سنيكر؟
تُستخدم شوكولاتة الحليب بشكل شائع، حيث تحتوي على نسبة كاكاو تبلغ 25–35%. يتعامل جهاز enrober مع كل من الشوكولاتة المركبة المقواة مسبقًا والشوكولاتة الحقيقية اعتمادًا على مواصفات المنتج.
س4: كم عدد المشغلين اللازمين لخط مؤتمت بالكامل؟
يتطلب الخط الآلي بالكامل بسرعة 400 كجم/ساعة عادةً 3–6 مشغلين لكل نوبة عمل، بما في ذلك فحوصات الجودة وتجديد العبوات والتعديلات الطفيفة.
س5: ما هي مدة صلاحية القضبان المنتجة على هذا النوع من الخطوط؟
مع تغليف الشوكولاتة المناسب والتغليف المتدفق، تكون مدة صلاحية القضبان النهائية بشكل عام 9–12 شهرًا عند درجات حرارة محيطة أقل من 20° درجة مئوية.
س6: هل النوجا مطلوبة دائمًا في خط بار على طراز سنيكر؟
النوجا هي القاعدة القياسية، ولكن يمكن تكييف الخط لاستخدام طبقات قاعدة البسكويت أو الرقاقة أو الحبوب بدلاً من ذلك، مما يجعلها منصة متعددة الاستخدامات لتنسيقات القضبان المتعددة.